



Kaip profesionalūs gamintojai, Bordersun norėtų suteikti jums aukštos kokybės greitojo metalo prototipų kūrimo procesą. Mes pasiūlysime jums geriausią aptarnavimą po pardavimo ir pristatymą laiku.
Metalo greitojo prototipų kūrimo procesas
Greitasis metalo prototipų kūrimas, taip pat žinomas kaip greitasis metalo prototipų kūrimas arba greitas metalinių dalių prototipų kūrimas, reiškia greito ir efektyvaus metalo prototipų gamybos procesą, naudojant priedų gamybos technologijas. Šios technologijos leidžia sukurti sudėtingas geometrijas ir funkcines metalines dalis, nereikia tradicinių apdirbimo ar įrankių procesų.
Yra keletas greitųjų metalinių prototipų kūrimo procesų, kurių kiekvienas turi savo privalumų ir aspektų. Štai keletas dažniausiai naudojamų metodų:
1. Tiesioginis metalo lazerinis sukepinimas (DMLS): DMLS naudoja didelio galingumo lazerį, kad selektyviai sulydytų metalo miltelių daleles, sluoksnis po sluoksnio, kad būtų sukurta norima metalinė dalis. Jis siūlo didelį tikslumą, gerą paviršiaus apdailą ir galimybę sukurti sudėtingas formas. DMLS dažniausiai naudojamos medžiagos yra nerūdijantis plienas, titanas, aliuminis ir kobalto chromas.
2. Selektyvus lazerinis lydymas (SLM): SLM yra panašus į DMLS, bet apima visišką metalo miltelių išlydymą, o ne sukepinimą. Taip gaunama tankesnė dalis su patobulintomis mechaninėmis savybėmis. SLM dažnai naudojamas su tokiomis medžiagomis kaip titanas, aliuminis ir nikelio lydiniai.
3. Electron Beam Melting (EBM): EBM naudoja elektronų pluoštą metalo milteliams išlydyti ir norimai daliai sukurti. Jis pasižymi dideliu kūrimo greičiu ir gali apdoroti tokias medžiagas kaip titanas ir kobalto chromas. EBM ypač tinka didelėms dalims.
4. Rišiklio purškimas: Šiame procese skystas rišiklis selektyviai nusodinamas ant metalo miltelių sluoksnių, juos sujungiant. Kai dalis yra visiškai atspausdinta, joje atliekamas antrinis procesas, pvz., sukepinimas arba infiltracija, kad būtų pasiektas galutinis stiprumas. Rišiklio purškimas gali būti naudojamas su įvairiais metalais, įskaitant nerūdijantį plieną, bronzą ir įrankių plieną.
CNC apdirbimo aliuminio prototipas
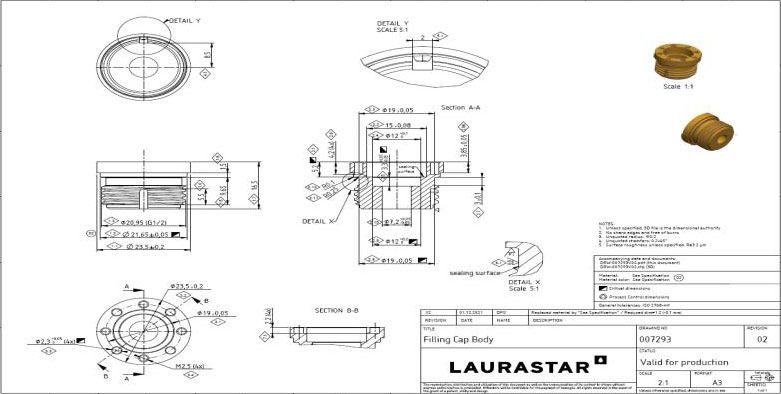
Dėl mažo tankio, lengvo svorio, gero standumo ir lengvo aliuminio apdirbimo jis tampa pirmo pasirinkimo medžiaga didelio tikslumo detalėms, strypams ir tvirtinimo detalėms. CNC apdirbimo aliuminio prototipas plačiai naudojamas rankiniam modeliui kosmoso, aviacijos, automobilių, medicinos ir buitinių prietaisų srityje.

Numatytasis CNC apdirbimo aliuminio prototipo matmenų tolerancija yra tarp ±0,1 mm. Jei klientai reikalauja mažesnio nei 0,1 mm paklaidos, reikia pateikti 2D failus PDF, DWG arba DXF formatu. Siekdama užtikrinti, kad gauto prototipo matmenys ir tikslumas būtų tikslūs, „Bordersun“ pateiks viso dydžio 10 prototipo dalių matavimo ataskaitas.
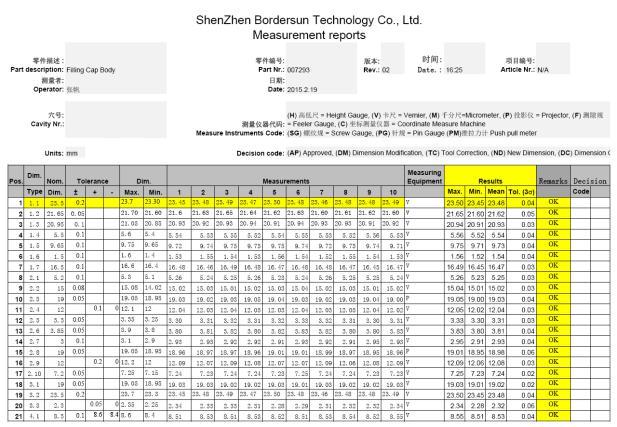
(Matavimo ataskaita) (4-2)
Naudojant atitinkamą elektrolitą, tam tikrą procesą ir elektros srovę, aliuminio lydinio paviršius sudarys oksidacijos plėvelę. Plėvelė yra apsauginė ir dekoratyvi. CNC apdirbimo aliuminio prototipo anodinio oksidavimo paviršiaus apdorojimas yra gausus, todėl galima pagaminti visas spalvas.

Po oksiduoto dažymo CNC apdirbimo aliuminio prototipas turi būti užplombuotas. Užsandarinti mikroporas, kad dažiklio molekulė nenutekėtų ir būtų apsaugota paviršiaus funkcija bei puošyba. Dėl kolorimetro trūkumo nedidelės dirbtuvės priima vizualinį sprendimą, lygindamos Pantone, o tai gali sukelti klaidų ir klientų nepasitenkinimą. Pagrindinė priežastis yra ta, kad abrazyvinis pūtimas nėra pasiskirstęs tolygiai ir po anodinės oksidacijos susidaro du skirtingi paviršiai.








